
Welding
Welding is a fabrication or sculptural process that joins materials, usually metals or thermoplastics, by causing fusion, which is distinct from lower temperature metal-joining techniques such as brazing and soldering, which do not melt the base metal. In addition to melting the base metal, a filler material is typically added to the joint to form a pool of molten material (the weld pool) that cools to form a joint that, based on weld configuration (butt, full penetration, fillet, etc.), can be stronger than the base material (parent metal). Pressure may also be used in conjunction with heat, or by itself, to produce a weld. Welding also requires a form of shield to protect the filler metals or melted metals from being contaminated or oxidized.
Orbital welding
Orbital welding is a specialized area of welding whereby the arc is rotated mechanically through 360° (180 degrees in double up welding) around a static workpiece, an object such as a pipe, in a continuous process. The process was developed to addresses the issue of operator error in gas tungsten arc welding processes (GTAW). In orbital welding, computer-controlled process runs with little intervention from the operator.The process is used specifically for high quality repeatable welding.
Laser welding
Laser welding is a proven joining method for a variety of today’s metals and metal alloys. Laser welding offer a unique alternative to TIG welding, EB welding, resistance welding, brazing, silver soldering and adhesive bonding methods. Lasers can successfully weld various grades of carbon steels, nickel alloys, stainless steels, titanium alloys, super alloys and more. High production volumes associated with fully automated or semi-automated tooling applications. Metal Sheet & Component Welding, Precision Metal, Tube Welding. Carbon Steels, Nickel Alloys, Stainless Steels, Titanium Alloys, Super Alloys.
Tig welding
Gas tungsten arc welding (GTAW), also known as tungsten inert gas (TIG) welding, is an arc welding process that uses a non-consumable tungsten electrode to produce the weld. The weld area and electrode is protected from oxidation or other atmospheric contamination by an inert shielding gas (argon or helium), and a filler metal is normally used, though some welds, known as autogenous welds, do not require it. A constant-current welding power supply produces electrical energy, which is conducted across the arc through a column of highly ionized gas and metal vapors known as a plasma. GTAW is most commonly used to weld thin sections of stainless steel and non-ferrous metals such as aluminum, magnesium, and copper alloys. The process grants the operator greater control over the weld than competing processes such as shielded metal arc welding and gas metal arc welding, allowing for stronger, higher quality welds. However, GTAW is comparatively more complex and difficult to master, and furthermore, it is significantly slower than most other welding techniques. A related process, plasma arc welding, uses a slightly different welding torch to create a more focused welding arc and as a result is often automated..
Mig welding
Gas metal arc welding (GMAW), sometimes referred to by its subtypes metal inert gas (MIG) welding or metal active gas (MAG) welding, is a welding process in which an electric arc forms between a consumable wire electrode and the workpiece metal(s), which heats the workpiece metal(s), causing them to melt and join. Along with the wire electrode, a shielding gas feeds through the welding gun, which shields the process from contaminants in the air. The process can be semi-automatic or automatic. A constant voltage, direct current power source is most commonly used with GMAW, but constant current systems, as well as alternating current, can be used. There are four primary methods of metal transfer in GMAW, called globular, short-circuiting, spray, and pulsed-spray, each of which has distinct properties and corresponding advantages and limitations. Originally developed in the 1940s for welding aluminium and other non-ferrous materials, GMAW was soon applied to steels because it provided faster welding time compared to other welding processes. The cost of inert gas limited its use in steels until several years later, when the use of semi-inert gases such as carbon dioxide became common. Further developments during the 1950s and 1960s gave the process more versatility and as a result, it became a highly used industrial process. Today, GMAW is the most common industrial welding process, preferred for its versatility, speed and the relative ease of adapting the process to robotic automation. Unlike welding processes that do not employ a shielding gas, such as shielded metal arc welding, it is rarely used outdoors or in other areas of moving air. A related process, flux cored arc welding, often does not use a shielding gas, but instead employs an electrode wire that is hollow and filled with flux..
Oxy-Acetylene Welding
Oxy-acetylene welding uses a mixture of acetylene gas and oxygen gas to feed the welding torch. Oxy-acetylene welding is the most commonly used gas welding technique. This gas mixture also provides the highest flame temperature of available fuel gases, however acetylene is generally the most expensive of all fuel gases. Acetylene is an unstable gas and requires specific handling and storage procedures.
Oxy-Gasoline Welding
Pressurized gasoline is used as a welding fuel where fabrication costs are an issue, particularly in locations where acetylene canisters are not available. Gasoline torches can be more effective than acetylene for torch-cutting thick steel plates. The gasoline can be hand-pumped from a pressure cylinder, a common practice by jewelry makers in impoverished areas.
MAPP Gas Welding
Methylacetylene-propadiene-petroleum (MAPP) is a gas mixture that is much more inert than other gas mixtures, making it safer for hobbyists and recreational welders to use and store. MAPP can also be used at very high pressures, allowing it to be used in high-volume cutting operations.
Butane/Propane Welding
Butane and propane are similar gases that can be used alone as fuel gases or mixed together. Butane and propane have a lower flame temperature than acetylene, but are less expensive and easier to transport. Propane torches are more frequently used for soldering, bending and heating. Propane requires a different type of torch tip to be used than an injector tip because it is a heavier gas.
Hydrogen Welding
Hydrogen can be used at higher pressures than other fuel gases, making it especially useful for underwater welding processes. Some hydrogen welding equipment works off electrolysis by splitting water into hydrogen and oxygen to be used in the welding process. This type of electrolysis is often used for small torches, such as those used in jewelry making processes.

Welding Equipments

Tig Welding Machine

Robotic Welding

Mig-welding-machine-gas-gasless

Gas Welding

Argo shield

Laser Welding Service
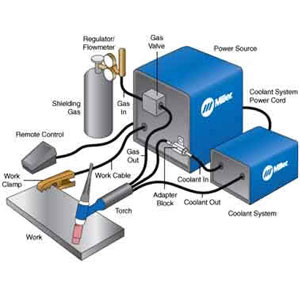
TIG Setup
Cutting
A cutting torch has a 60- or 90-degree angled head with orifices placed around a central jet. The outer jets are for preheat flames of oxygen and acetylene. The central jet carries only oxygen for cutting. The use of several preheating flames rather than a single flame makes it possible to change the direction of the cut as desired without changing the position of the nozzle or the angle which the torch makes with the direction of the cut, as well as giving a better preheat balance. Manufacturers have developed custom tips for Mapp, propane, and polypropylene gases to optimize the flames from these alternate fuel gases. The flame is not intended to melt the metal, but to bring it to its ignition temperature. The torch's trigger blows extra oxygen at higher pressures down the torch's third tube out of the central jet into the workpiece, causing the metal to burn and blowing the resulting molten oxide through to the other side. The ideal kerf is a narrow gap with a sharp edge on either side of the workpiece; overheating the workpiece and thus melting through it causes a rounded edge..
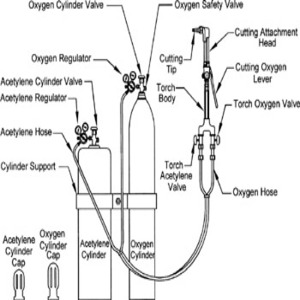
Oxy - Fuel Cutting
Torch is used to heat metal to its kindling temperature. A stream of oxygen is then trained on the metal, burning it into a metal oxide that flows out of the kerf as slag. Torches that do not mix fuel with oxygen (combining, instead, atmospheric air) are not considered oxy-fuel torches and can typically be identified by a single tank (oxy-fuel cutting requires two isolated supplies, fuel and oxygen). Most metals cannot be melted with a single-tank torch. Consequently, single-tank torches are typically suitable for soldering and brazing but not for welding.
Laser Cutting
Laser cutting offers significant benefits over many traditional manufacturing operations, such as plasma cutting, photo etching, turret punching, CNC, EDM and water jet cutting among others. Laser technologies helps to cutting aluminum, brass, carbon steel, copper, nickel, stainless steel, silver, super alloys, tantalum, titanium, tungsten, platinum, plastics, rubber, ceramics etc.,.
Plasma Cutting
Plasma cutting is a process that cuts through electrically conductive materials by means of an accelerated jet of hot plasma. Typical materials cut with a plasma torch include steel, Stainless steel, aluminum, brass and copper, although other conductive metals may be cut as well. Plasma cutting is often used in fabrication shops, automotive repair and restoration, industrial construction, and salvage and scrapping operations. Due to the high speed and precision cuts combined with low cost, plasma cutting sees widespread use from large-scale industrial CNC applications down to small hobbyist shops..

Oxy - Fuel Cutting
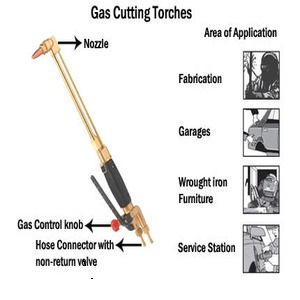
Gas Cutting Torch

Laser Cutting
Cutting - Process

Cutting Process

Oxy - Acetylene Pug Cutting

Laser Tech

Plasma Cutting

